
 QQ在线客服
QQ在线客服N95口罩机配劲耳凸轮分割器制造分享
日期:2020-04-03 / 分类:行业新闻 / / 来源:admin
N95口罩机配劲耳凸轮分割器制造分享
随着全球疫情的爆发,防护物资的缺口也在扩大,特别是急需的口罩,由此加紧生产口罩机成为广大自动化厂商的首先选,下面是整理的N95口罩机生产设备机构分析:
市面上,N95口罩的类型也挺多的,今天要分析的这款口罩机,生产的口罩是这样的:

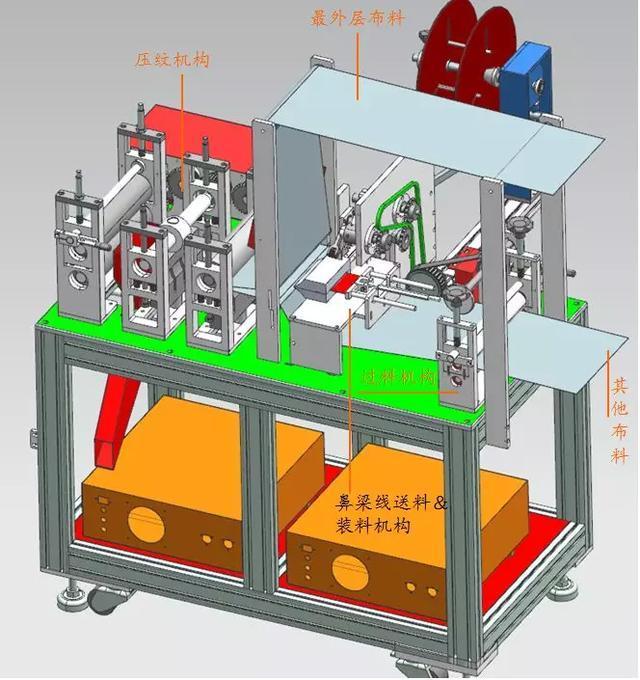
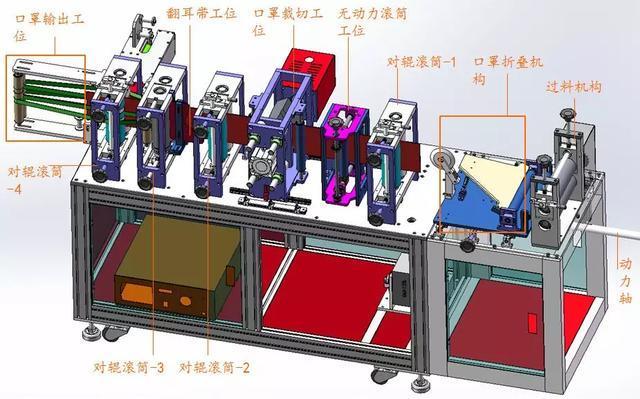
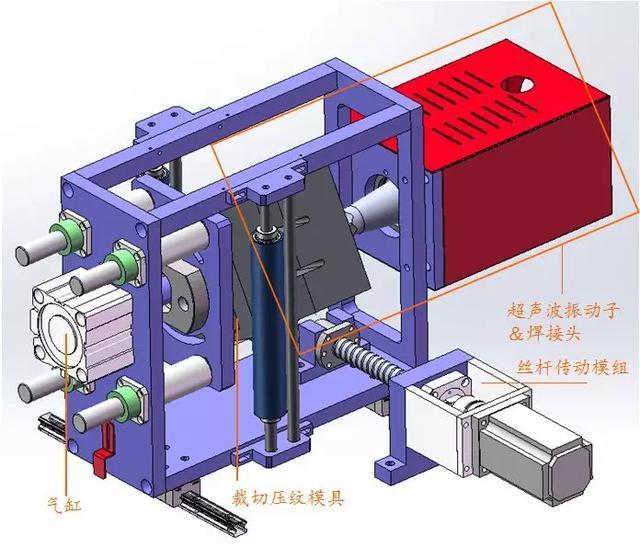
还是把口罩机的轴测图先放上来,大家看一下,可以有点大概的印象:
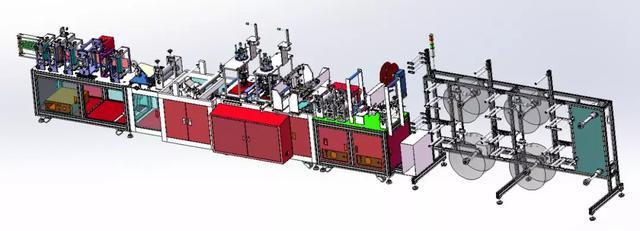
然后,把整个口罩机按照它的工序标注出来,再根据这些工序依次的分析。
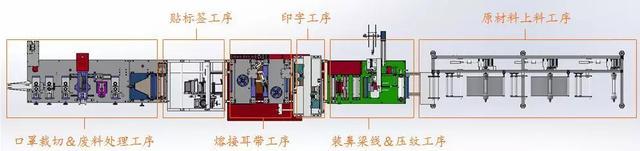
整体设备的工作顺序我就不多说了,肯定就是从右向左。然后按照工序,咱们依次开始说。
原材料上料工序:
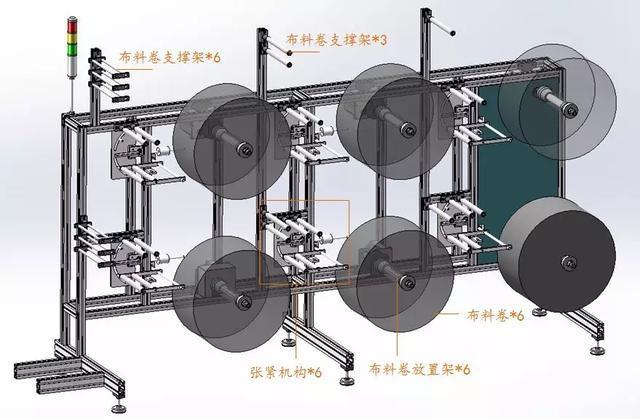
N95口罩一般是由3-6层布料组成(具体可以看上面的口罩图片),可以看的出来,这款口罩机最多可以做6层的口罩。当需要做几层的口罩时,就在料架上放几卷布料,其余的空着就OK了。
一、先来说说布料的路径:
每卷布料各自穿过张紧机构,然后经过布料卷支撑架,进入下一工序,听起来可能有点糊里糊涂,不过不要着急,我把布料的路径整理了一下,这样看起来就很直观了:
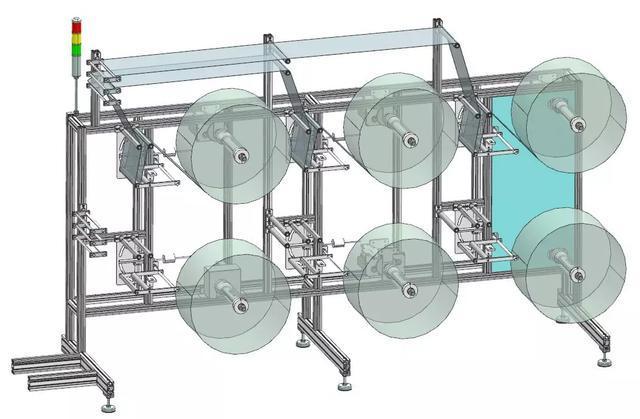
因为上、下的布料路径是一样的,所以我就只弄了上面的部分。
二、再来看一下这个工序里的机构
1、布料卷放置架
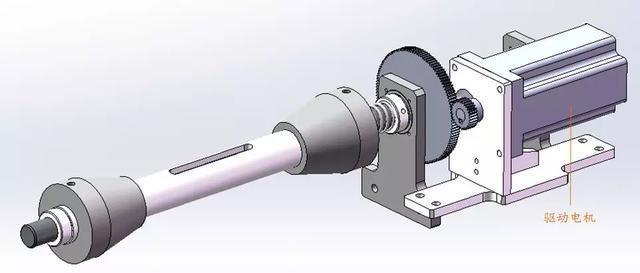
这个机构就不细说了,因为之前分析一次性口罩机的文章中已经详细介绍过(如果有需要了解的同学,可以到我公众号看一下那篇文章),和那个机构不同的一点就是:这个机构是带了驱动电机提供动力的。
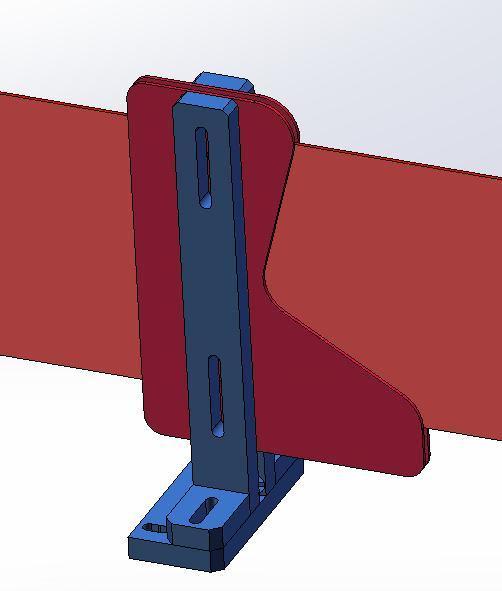
2、张紧机构
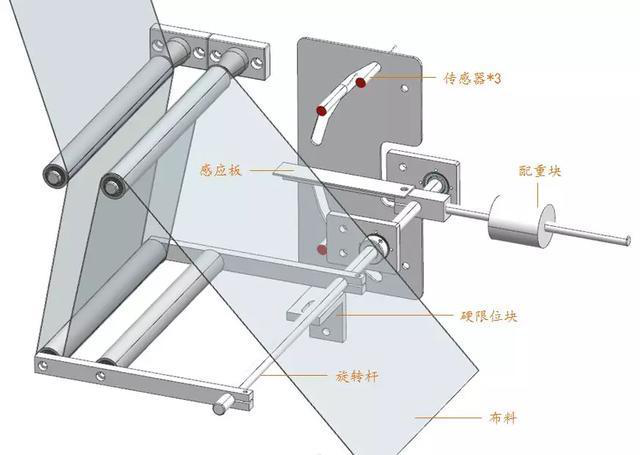
布料最右侧连接的是布料卷,上面我们说过:布料卷放置架是有驱动的,所以这个张紧机构起到的作用就是:防止布料出现过松或过紧的状态。具体原理如下:
这里先说一下,配重块的作用是:减轻旋转杆左侧两个滚筒对布料的下压力,但并没有超过它们的重力,所以自由状态下,张紧机构是会往两个滚筒方向旋转的。
1:当布料卷开始放料,由于放料速度大于生产时的进料速度,所以这时布料会开始变松,而旋转杆左侧的滚筒由于重力原因开始下坠,一直到感应板被传感器检测到,这时布料卷的驱动电机停止,在这个过程中,布料一直保持紧绷的状态;
2:当驱动电机停止旋转后,进料会使布料越来越紧,这时会拉动旋转杆左侧的滚筒逐渐往上,直到感应板被上面的传感器检测到,布料卷开始放料;
3:重复以上过程。
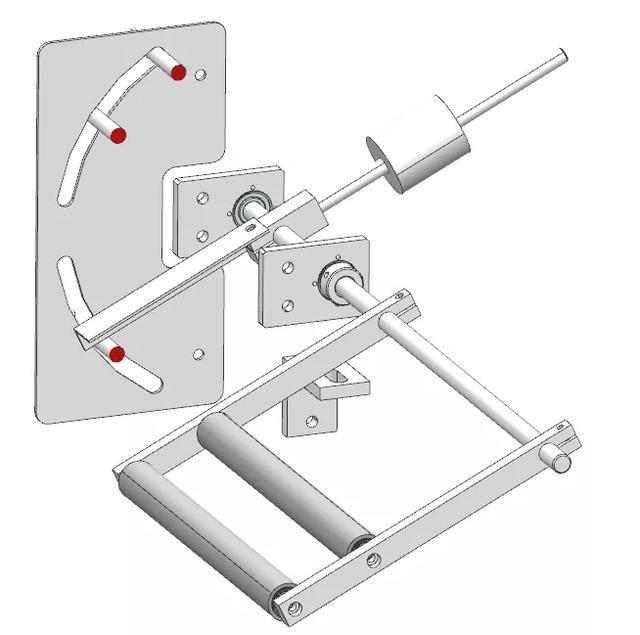
以上,就是张紧机构的工作原理啦。然后,我们可以看到上面的图里还有一个硬限位块,它的作用是当张紧机构对应的布料放置架没有使用时,用来支撑住旋转杆,就是下面这个状态:
最后,关于张紧机构,再说一个大家可能会有的疑点:
为什么一定要张紧机构,是不是可以去掉呢?
首先,如果没有张紧机构,那布料卷就需要和后面的工序直连,而如果那样,要解决以下问题:
1:为了避免出现布料过紧或过松的问题,需要前后速度匹配,虽然工序生产速度是一定的,可以将布料卷的旋转速度和工序匹配,但是布料卷的直径却是不一定的,当直径改变时,放料速度也会变,所以要做到放料和进料速度匹配是非常难的.
因此,这就可以看到张紧机构的作用:当缺料时,可以及时检测到,然后放料;当放料到一定长度后,也可以及时检测到,然后停止放料。
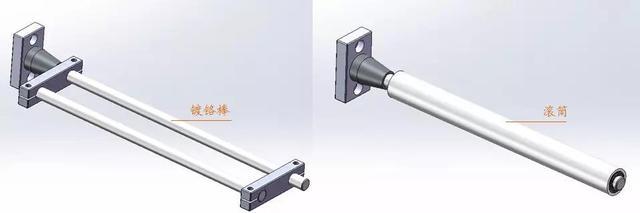
3、布料支撑架
布料支撑架机构比较简单,我就把它们的详细图片放上来,大家看一下就明白了:
装鼻梁线&压纹工序
在说这个机构的工作顺序之前,先说一下最上面的布料是什么情况,咱们都知道N95口罩不像一次性口罩,可以利用折叠把鼻梁线包裹进去,所以对于N95口罩,就只有把最外层布料从上面走,然后把鼻梁线从布料之间插入进去。这就是为什么有一层布料从上面走的原因。
一、工作顺序
1、最外层和其他布料,分别按照上图里的路径进入压纹机构;
2、布料在进入压纹机构的同时,鼻梁线装料机构将鼻梁线推入布料中。
二、还是再来分析一下机构
1、过料机构:
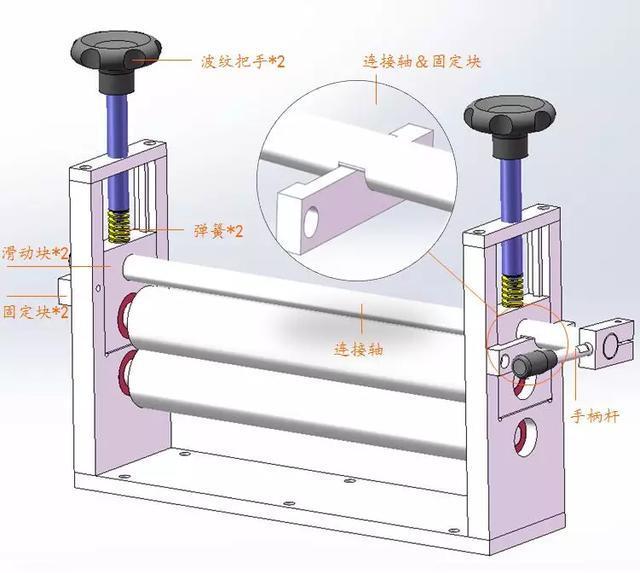
这个机构的作用是为了将几层布料进行压叠,原理其实就是:波纹把手往下旋紧,然后弹簧压紧滑动块。
作用比较简单,所以咱们就直接来说它值得借鉴的机构
首先看一下,连接轴和固定块的接触方式:连接轴上有一个槽,卡进固定块,这样连接轴在旋转的同时,也会有升降的动作。
之所以这么做,是为了在换布料卷的时候,方便将布料放入两个滚筒之间:只需要旋转手柄杆,上面的滚筒就会升起,直接将布料放进去就可以了。
2、鼻梁线送料&装料机构
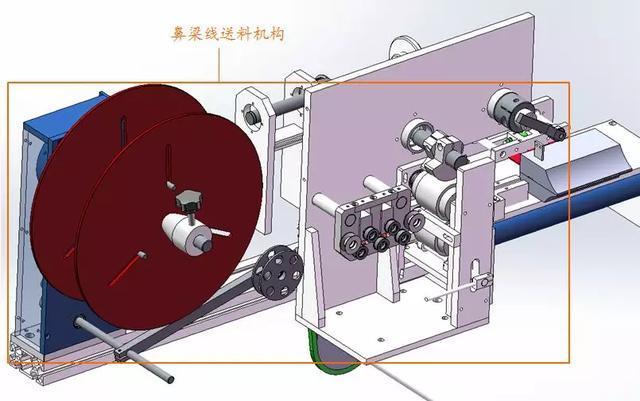
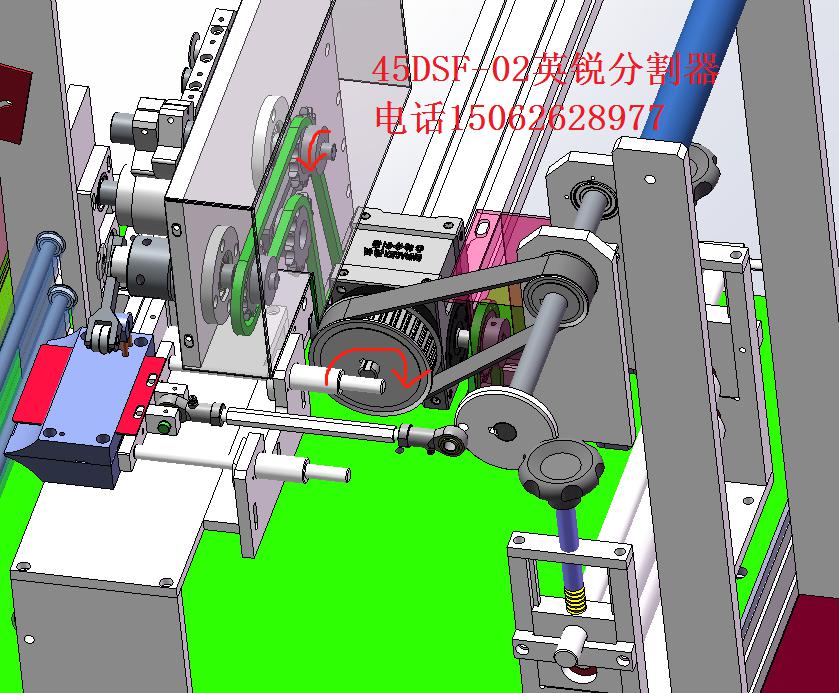
1)咱们先来看一下机构的动力传递,可以看到:上图中的动力全部来自动力轴,而后面的工序基本上动力也都是从这个动力轴而来,关于这个咱们最后再说
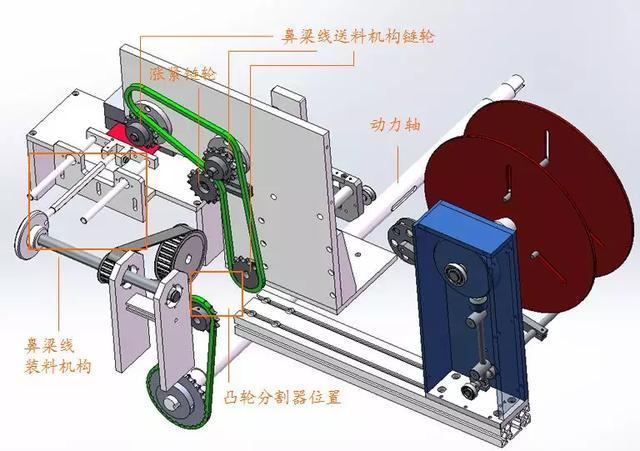
动力从动力轴到上面后,传递给英锐凸轮分割器(标注了英锐凸轮分割器45DSF-02的位置,图纸在打开的时候报错,导致分割器显示不出来),然后再由分割器把动力分别传递给鼻梁线装料机构和送料机构。
然后我们再来说一下这个地方原本的英锐凸轮分割器45DSF-02是什么样的:
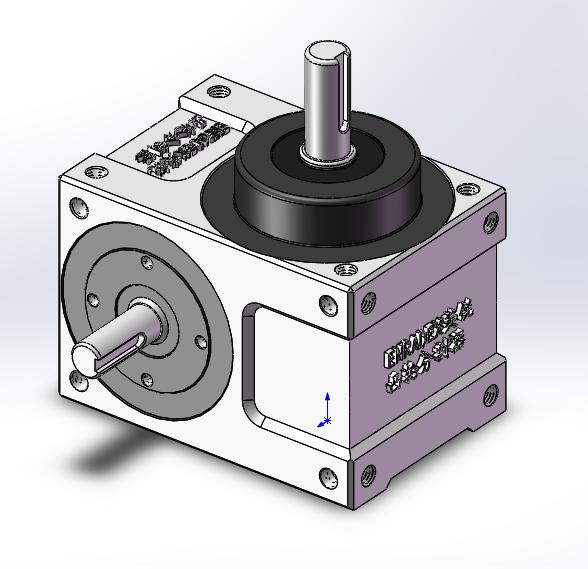
两个入力轴(另一个在那一侧),一个出力轴,连接方式是:入力轴分别连接动力和送料机构链轮;出力轴连接装料机构同步轮。

从上图可以看到,两个入力轴其实是一个整体,因此动力会直接传递给送料链轮,它的运动是无间歇旋转;而连接出力轴的装料机构同步轮,经过分割器的内部机构后,它就变成了间歇旋转.
2)鼻梁线送料机构
先说一下具体的工作顺序:
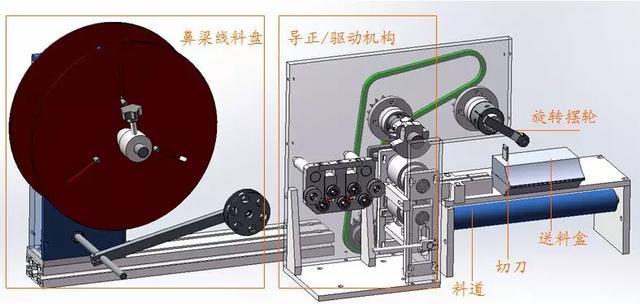
→ 鼻梁线从料盘出来,经过导正/驱动机构(料盘是无动力的,鼻梁线靠驱动机构牵引着往前走);
→ 从导正/驱动机构出来后,经过料道,进入送料盒;
→ 将鼻梁线送到位后,旋转摆轮刚好碰一下切刀,将鼻梁线切断,然后由装料机构将鼻梁线推进布料中;
→ 重复以上过程。
顺序说完后,再分析一下鼻梁线料盘、导正/驱动机构的工作原理:
鼻梁线料盘:
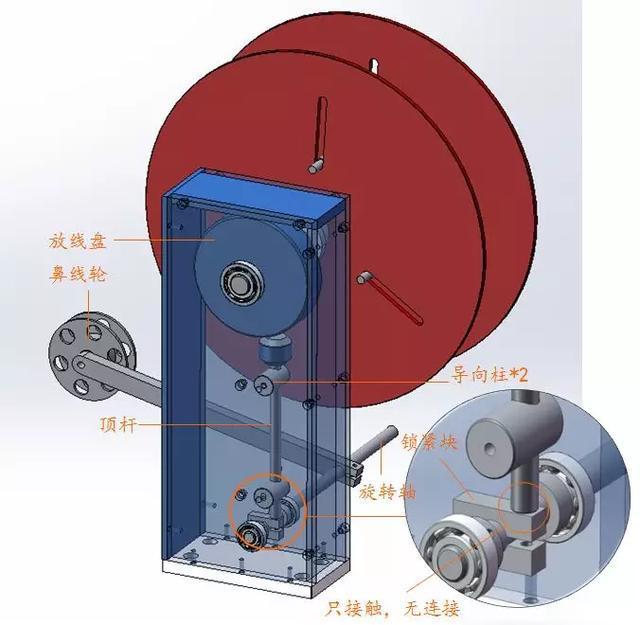
鼻线轮--旋转轴--锁紧块--顶杆--放线盘,其实这一套机构是为了让导正/驱动机构在缺料时,可以拉出料;料多时,料盘又可以及时停止,具体工作原理如下:
首先,我们得知道:鼻梁线是从鼻线轮下方通过的,当导正/驱动机构缺料时,鼻梁线被拉紧,然后将鼻线轮往上抬,带动旋转轴旋转,旋转轴又带动锁紧块顺时针运动,顶杆就会被放下,这时料盘就可以旋转了;
当放料多了后,鼻梁线会松,这时鼻线轮会往下,剩下的动作就和刚才相反了,最后,顶杆会顶住放线盘,料盘就停止转动了。
以上就是鼻梁线料盘的工作原理.
然后继续说导正/驱动机构
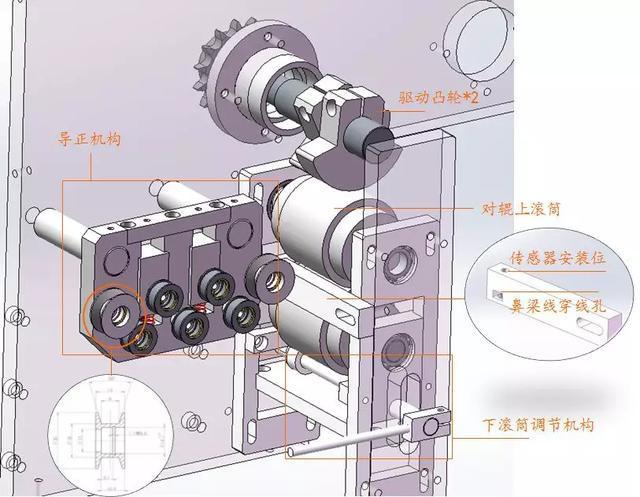
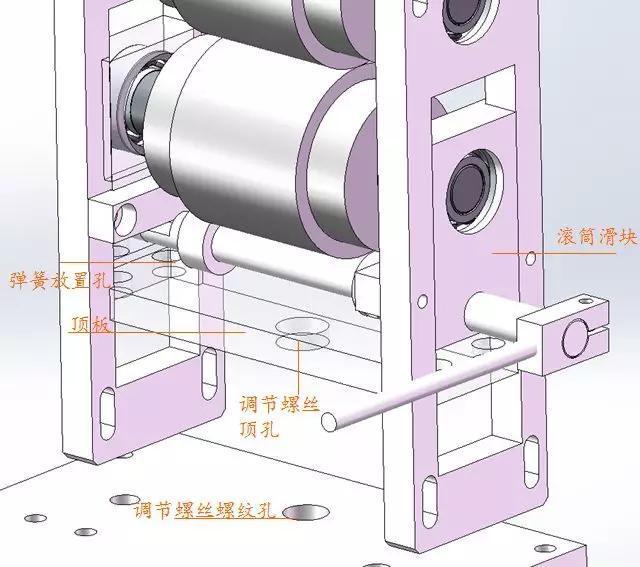
关于下滚筒调节机构,这个和前面说到的过料机构原理和作用是一样的,不同的是调节螺丝先顶紧的是顶板,然后顶板再通过和滚筒滑块之前放置的弹簧,将滚筒顶紧(具体结构见下图)。
然后继续说其他机构,导正机构的作用其实就是防止鼻梁线跑偏的,从图片中可以看到,最左侧和最右侧的两个滚轮是V型的,可以限制鼻梁线往两侧窜动;
鼻梁线从导正机构出来后,穿过传感器安装块,再从对辊滚筒中间穿过,进入到后面的料道。而驱动对辊滚筒的正是上面的驱动凸轮,凸轮每旋转一圈,就会接触滚筒一次,接触的时候会驱动滚筒旋转。
注:有人可能会问:为什么要用两个凸轮,用一个不就可以达到目的了(其实刚开始我也是这么想的,哈哈哈),其实它的目的是用两个凸轮,就可以随意的调整接触滚筒的角度,从而可以调整鼻梁线每次的进给长度。
3)鼻梁线装料机构
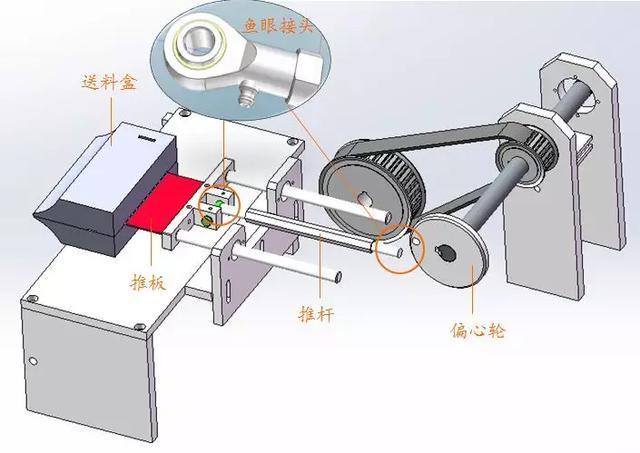
先说一下,推杆两端是有鱼眼接头的,只是模型打开缺失零件,所以显示不出来,大家知道这一点就可以了。
机构的动作顺序为:偏心轮旋转带动推杆和推板前进,将鼻梁线送入布料中间。
3、压纹机构
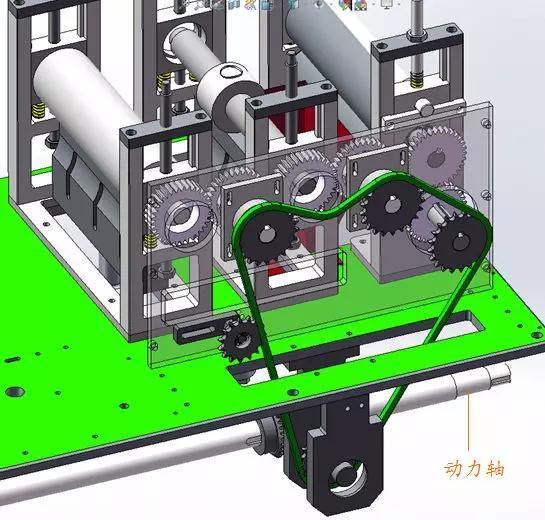
可以看到,压纹机构的动力也都来自动力轴,而这个动力轴和之前鼻梁线送料&装料机构的动力轴是同一个;而关于齿轮之间具体怎么传递的动力,大家可以下载三维模型详细看一下。接下来,继续看这个机构的具体细节:
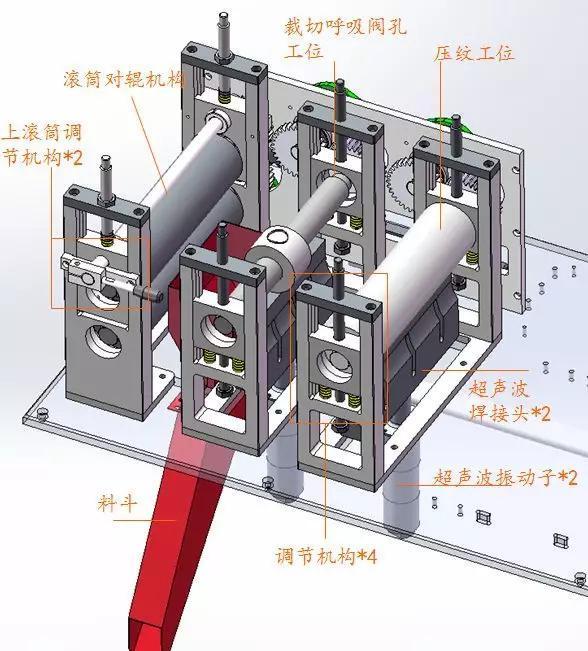
我们逐个工位来看:
压纹工位:
它的滚筒上是有很多纹路的(模型上没有表达出来),用来压出N95口罩外侧的纹路。
而之所以能够压出纹路,就是因为有下面的超声波焊接头和振动子,这个在分析一次性口罩机的时候已经说过了,所以就不啰嗦了;
关于这个工位的调节机构,其实一看就明白:上下各一个顶紧螺丝,将滑动块固定住;而中间弹簧的作用,是为了在松开上面顶紧螺丝的时候,压纹滚筒可以自动往上提起,而不需要再去拧下面的顶紧螺丝。
裁切呼吸阀孔工位:
滚筒有一个凸出的圆圈,就是用来把呼吸阀安装位置的孔裁切出来,裁切下来的废料再经过料斗排出。但这款口罩机后面没有安装呼吸阀的工位,所以这个工位是用不到的(上面的视频中,这个工位就没有使用);
滚筒对辊机构:
为布料前进提供驱动力;关于上滚筒调节机构的作用和原理,前面已经说过了,有还不了解的同学可以往前翻一下。
3:
印字工序&熔接耳带工序
之所以把这两个工序一起说,是因为它们在实际生产过程中是有关联运动的,先来看一下两个工序的具体图片:
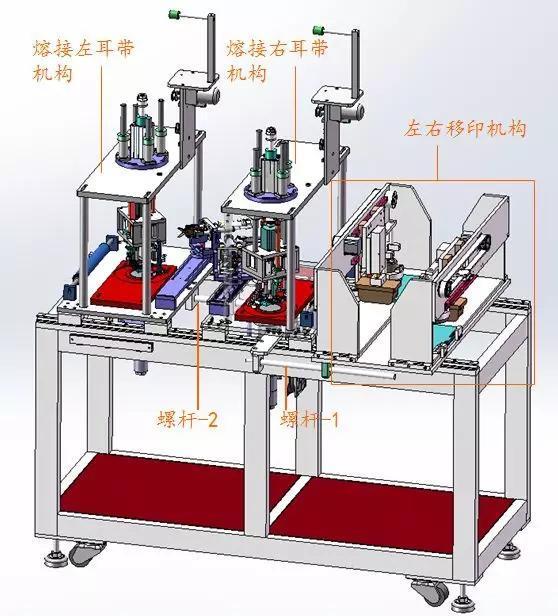
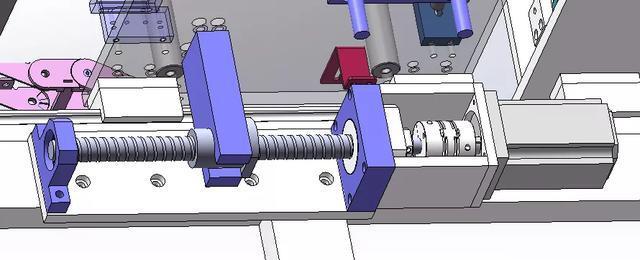
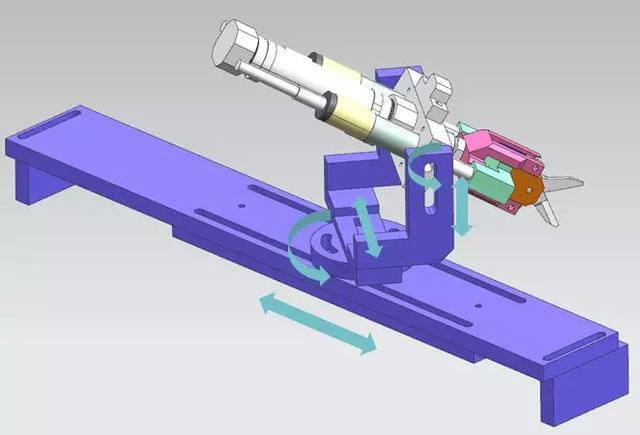
可以看到,左右耳带熔接机构和移印机构之间,都是通过螺杆连接着的,同时它们可以沿机架上的导轨一起运动,驱动源就是机架下面的伺服电机+丝杆机构:
而关于上面几个机构为什么要运动呢?
原因就是:布料是一直处于前进运动状态的,而移印机构和熔接耳带机构在工作时,是需要和布料接触的,所以就要保证布料和以上两个机构在接触的时候,是没有相对运动的。
因此移印机构和熔接耳带机构,就需要在和布料接触时,和布料一起前进;在和布料分开时返回。
解释完了机构之间的关联,和机构要运动原因,下面就继续挨个分析机构。
一、移印工序
咱们经常看到N95口罩两边有这样的文字,就是用这个工序做出来的
接下来看一下,移印工序的具体结构:
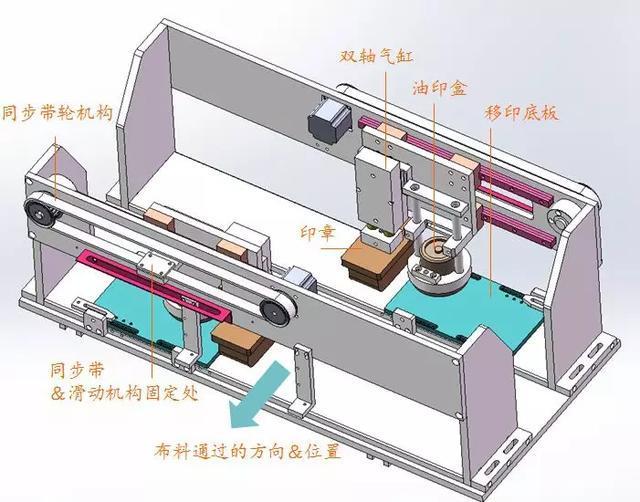
首先说一下,左右移印机构的原理都是一样的;这个印字工序使用的是移印工艺,等会顺便可以把移印的工艺说一下。
1、末端印章和油印盒的运动是通过同步带+导轨机构:电机驱动同步带轮运动,然后将滑动机构和同步带固定,就可以做直线运动;
这个机构比较简单,但是却很常用,所以大家可以记一下,用作以后设计其他设备。
2、动作顺序(其实也就是移印的工艺):
1)油印盒先在移印底板上涂上颜料;
2)印章运动到移印底板上方,然后双轴气缸下压,印章沾上颜料;
3)最后印章移动到布料通过的位置上方,双轴气缸下压,就可以将颜料印在布料上了。
二、熔接耳带工序
左耳带和右耳带熔接机构和原理都是一样的,只是位置不同,所以咱们分析其中一个就可以了。
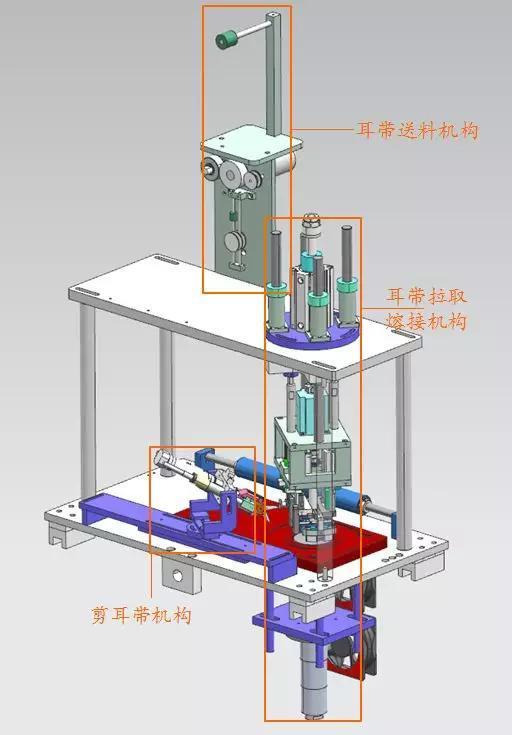
还是把整个工序分为几个机构,这样才能说的更详细点,先来说一下整个工序的大概工作步骤:
→ 耳带从送料机构出来,到耳带拉取熔接机构上;
→ 然后耳带拉取熔接机构,拉取耳带,再由剪耳带机构把耳带剪断;
→ 最后由耳带拉取熔接机构,将耳带熔接在口罩上
好了,大概的工作顺序就是这样,然后开始依序分析机构
1、耳带送料机构
本来一次性口罩机上用的也是这种机构,但当时忘记分析了,所以这次就带上它
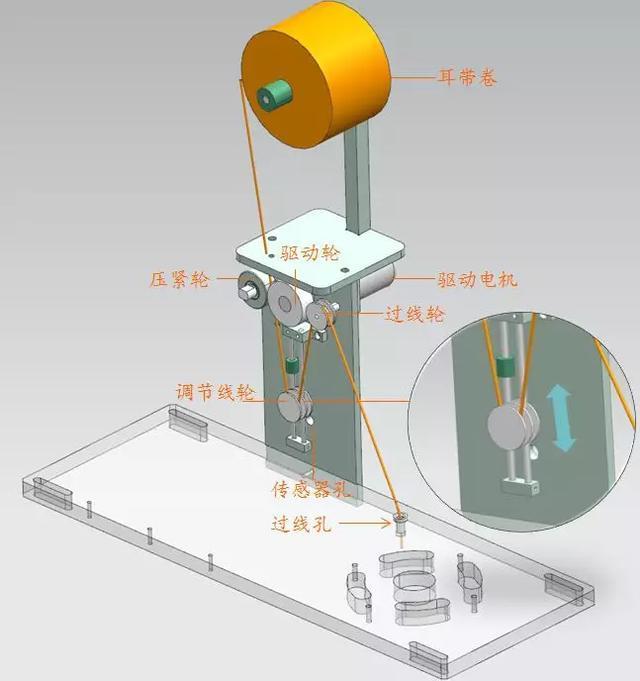
耳带的路径:
耳带卷--驱动轮&压紧轮--调节线轮--过线轮--过线孔
可以看到,压紧轮将耳带压紧在驱动轮上,随着驱动轮的旋转,耳带会不断向下;另一端,耳带通过过线孔后,连接拉取机构。但是显然,耳带的放料和拉取速度不会匹配,所以调节线轮的作用就是调节耳带紧绷状态的。
当驱动轮驱动耳带放出后,耳带会变松,这时调节线轮因为重力下降,直到被传感器检测到,驱动电机停止工作;此时,拉取机构会继续拉取耳带,将调节线轮往上提,当传感器检测不到调节线轮后,驱动电机又马上开始工作,使耳带开始放料。就这样一直循环这个放料动作。
2、耳带拉取熔接机构
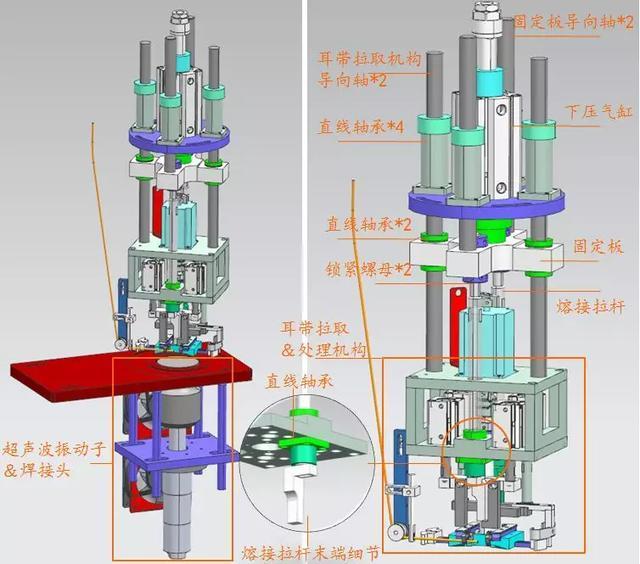
左侧的超声波振动子和焊接头,已经解释过了,所以就不废话了;
1)接下来,就开始分析耳带拉取&处理机构了
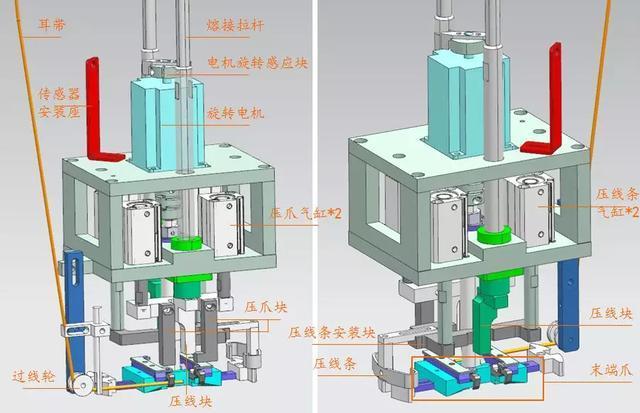
以上是耳带拉取&处理机构的两个不同角度,再来一张末端爪的细节图:
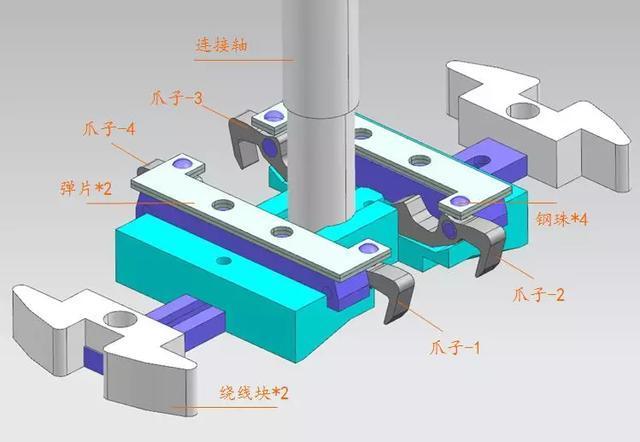
先解释一下部分零件的作用:
① 传感器通过检测电机旋转感应块,来配合电机控制旋转角度(每次旋转180°)
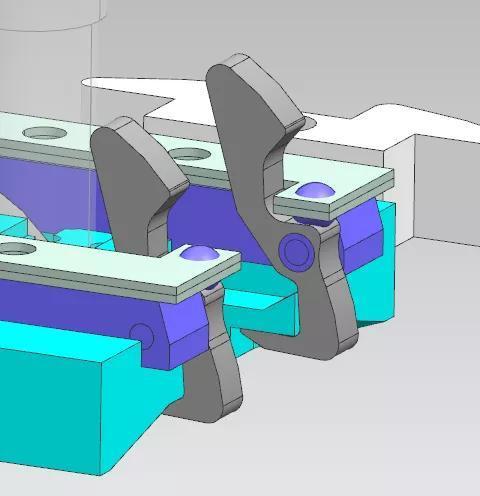
② 末端爪中的弹片可以通过钢珠,保持爪子的状态(被压爪块压下去后,不会弹起来);
③ 爪子被压爪块下压后,会变成这种状态(可以将耳带压紧,防止掉落):
然后说一下这个机构的工作顺序(最重要的):
→ 初始状态下,耳带一端经过线轮,被压紧在爪子-1下面;
→ 这时旋转电机带动末端爪向右旋转180°,爪子-1压住耳带一端就会自动拉取耳带,变成如下状态:
→ 压爪气缸带动压爪块下压,将爪子压下,压住耳带,剪耳带机构剪断耳带后,和压爪块一起退回;(后面会说剪断的原理)
→ 接着,整个机构开始下压,一直到两侧压线块压住耳带的两端;
→ 压线块将耳带熔接在口罩上后,压线条气缸带动压线条下压,在压线条将绕线块上的耳带推掉的同时,压线条安装板会压下爪子-2&爪子-3&爪子-4处翘起的一端,从而使这三处的爪子恢复原状,同时爪子可以将剪断的耳带放下(注意:爪子-1处的爪子是没有被压住的,所以不会松开);
注:压线条安装板,在后续的动作过程中只会压爪子-2&爪子-3处的爪子,因为爪子-4的状态后面都会是恢复原状后的爪子(有点拗口,大家仔细思考一下就明白了)。
→ 整个机构上升,耳带就成功熔接在了口罩上。不断重复以上过程,就实现了快速拉取&熔接耳带的动作。
3、剪耳带机构
紫色部分是用来调节剪耳带机构角度和位置的,我已经做了标注,所以就不细说
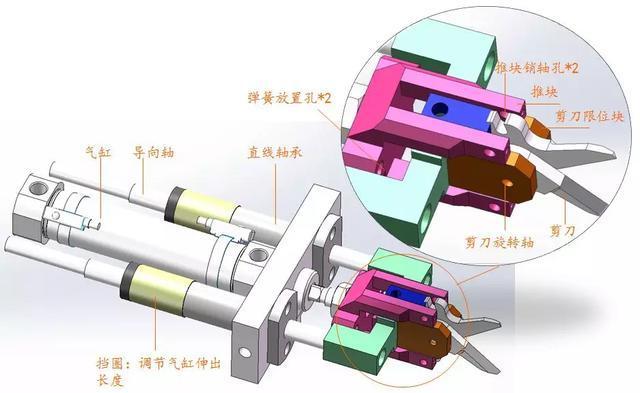
做一下特殊说明:推块销轴孔和剪刀旋转轴处,实际生产中是有销轴的;弹簧放置孔里(左右各一个),同样也是应该有弹簧的,可能是因为原作者没有添加或者是模型打开报错的原因,没有显示出来,大家知道这点就可以了
然后就是,要知道推块和图中的绿色零件以及剪刀限位块之间,并没有连接,是可以滑动的,图里可能表达的不是很清楚,所以我提醒大家一下。
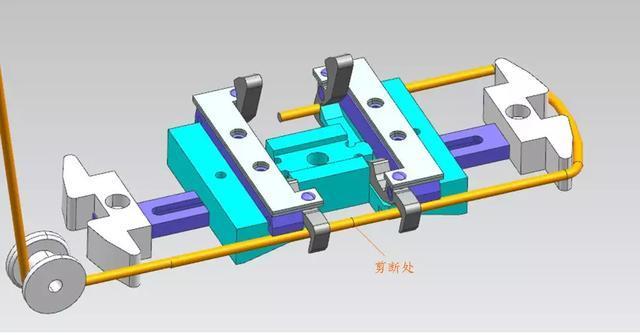
这个机构的工作顺序:
→ 气缸推送前端机构,伸向耳带;
→ 当剪刀限位块碰到上面介绍的压爪块后(具体看下图),气缸继续推送,这时推块就会推动剪刀形成闭合,从而剪断耳带;
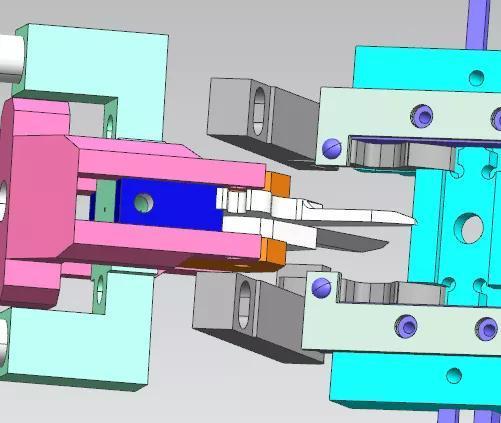
→ 退回时,由于推块上的弹簧作用,使推块和剪刀限位块处分开,剪刀再次回到张开状态。
4:贴标签工序
这个贴标签机构,贴的是口罩内侧的标签,但是我印象里N95口罩内侧好像没有标签,也许是我还没见到,不过既然这个机构在这了,咱们就一起分析了。
其实,这就是一个标准的贴标机构,做过贴标机的朋友应该会很熟悉,具体就看图吧。
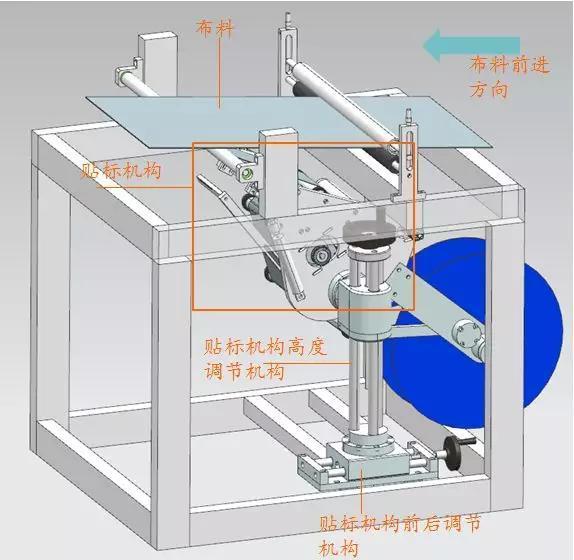
布料从上方通过时,贴标机构将标签贴在布料上,接下来再看贴标机构的具体细节(注:调节机构是用的丝杆,具体的细节,大家可以查看三维模型)
再来看一下另一个角度的图片:
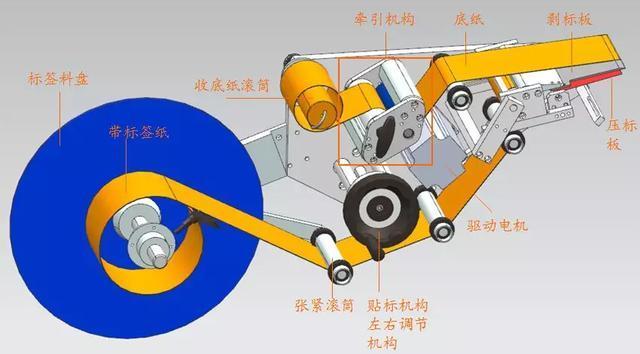
首先,来看一下标签纸的工作顺序
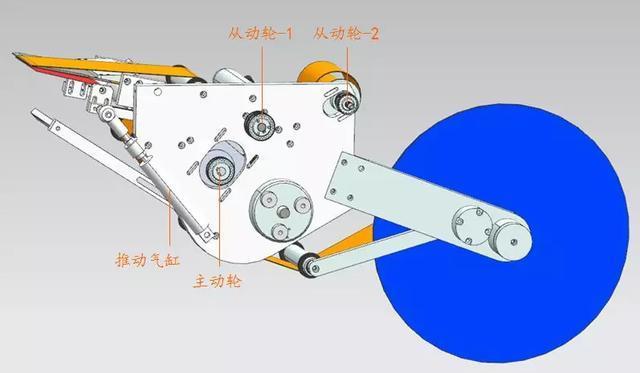
标签料盘--经过下方的三个滚筒--从剥标板和压标板中间穿过,同时将底纸上的标签贴在口罩上--底纸经牵引机构,最后到收底纸滚筒上,而标签纸的前进动力靠的是牵引机构的拉动,而牵引机构和收底纸滚筒的动力,都来自主动轮上的电机。
再来看看部分机构的作用:
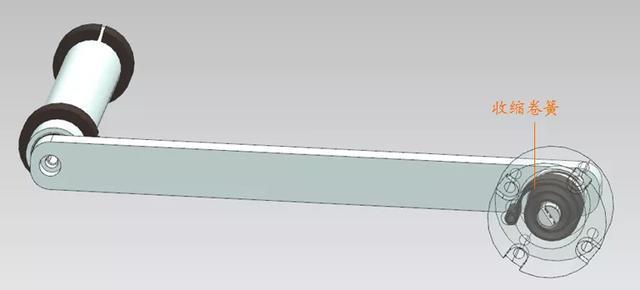
张紧滚筒:保持标签纸的紧绷状态,它的工作原理如下:
张紧滚筒的旋转处有一个收缩卷簧,当标签纸较松时,张紧滚筒靠卷簧的应力将标签纸撑紧,从而达到保持标签纸紧绷的目的。
推动气缸的作用:要贴标时,推动气缸将剥标板和压标板推到口罩上,进行贴标;贴完后,再退回。
5:口罩裁切&废料处理工序
这个工序中,过料机构、对辊机构1-4的作用都是为了牵引口罩前进,它们的驱动力都来自动力轴(这个动力轴和前面的是同一个),而具体的动力传递方式,大家可以下载三维模型详细研究;关于这些机构的调节机构原理和作用在前面都说过了,没看到的,可以往上面翻一下,这里就不再啰嗦了。
一、然后是口罩折叠机构:
咱们都知道N95口罩是折叠起来,而前面工序中口罩一直都是铺开的,所以这个工序的作用就是将原来铺开的口罩对折,然后进入对辊滚筒-1。
二、无动力滚筒工位
这个工位比较简单,但是它的调节方式可以说一下:
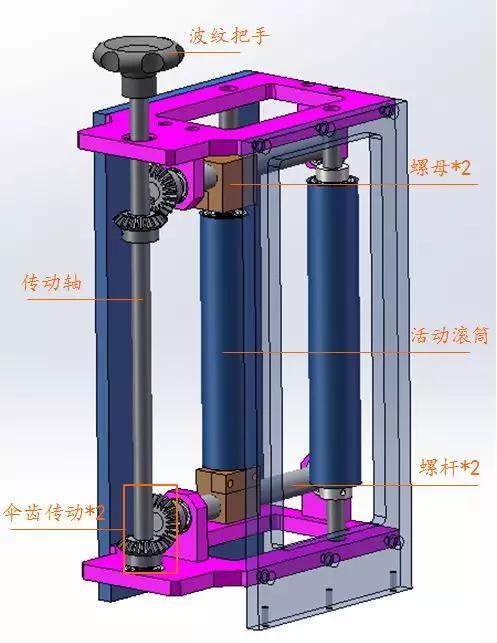
转动波纹把手,带动传动轴旋转,然后通过伞齿传动机构,带动螺杆转动,从而达到调节活动滚筒位置的目的。
三、口罩裁切工位
丝杆传动模组带动整个机构往复运动,其目的和前面的一样,都是为了保证和口罩没有相对位移;
折叠后的口罩,通过裁切压纹模具和超声波加热,达到裁切口罩的目的。
四、翻耳带工位
在经过翻耳带工位之前,耳带都是朝下的,而我们观看上面的视频就知道,最后口罩出来时,耳带都是朝上,所以,这个工位的作用就是把从中间经过的口罩耳带翻到上面。
五、口罩输出工位
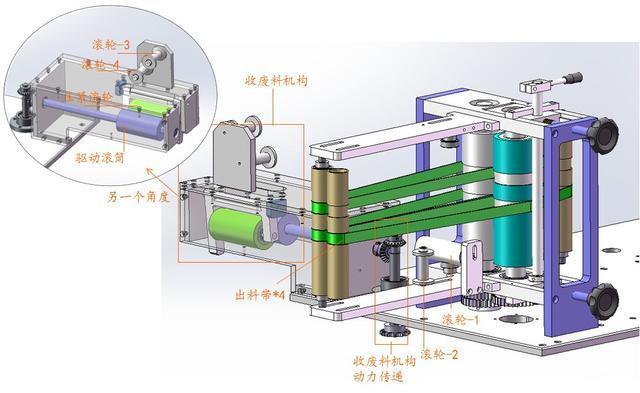
出料带将口罩带出,同时被裁切掉的废料从如下路径:滚轮-1→滚轮-2→滚轮3→滚轮4→ 驱动滚筒&压紧滚筒,被排出。
而收废料机构的动力,同样还是那根动力轴,经过伞齿机构传递的。下面咱们就看看那个出场次数最多的动力轴,它的动力又是从哪来的:

可以看到,动力源是两台伺服电机+减速机,然后它们的动力再通过一根动力轴,传递给各个工序。整台设备是分了好几台机架组成的,所以为了在分开机架时,不把整个动力轴都拆掉,就在机架对接的地方,用上了图中的十字万向可伸缩联轴器(标准件):
